DCS1000-ZX (тутыру материалы: Гранул, аста үлчәү)



DCS1000-ZX (тутыру материалы: Гранул, аста үлчәү)
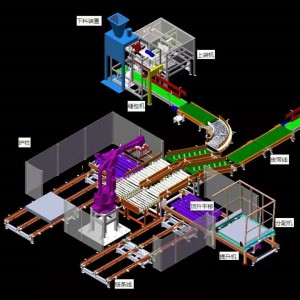
Кереш сүз
DCS1000-ZX, нигездә, тарту тутыргычыннан (үзгәрүчән диаметрлы клапан контроле), рамка, үлчәү платформасы, асылынган капчык җайланмасы, капчыкны кысу җайланмасы, күтәрү платформасы, конвейер, электр белән идарә итү системасы, пневматик контроль системасы һ.б. Кул белән урнаштырылган сумкага өстәп, төрү процессы автоматик рәвештә PLC программасы контроле белән тәмамлана, һәм капчыкны кысу, бушату, үлчәү, буш капчык, конвейер һ.б. процедуралары үз чиратында тәмамлана;Пакетлау системасы төгәл санау, гади эш, түбән тавыш, аз тузан, компакт структура, уңайлы урнаштыру, куркынычсызлык һәм ышанычлылык, эш станцияләре арасында үзара бәйләнеш үзенчәлекләренә ия.
Характеристика
| Характеристика | ||
| Тоткыч | Гравитация тутыручысы (үзгәрүчән диаметрлы клапан контроле) | |
| Сана | Платформада үлчәгез | |
| Контроль система | Автоматик тамчы коррекциясе, хата сигнализациясе һәм үз-үзеңне диагностикалау кебек функцияләр.Аралашу интерфейсы белән җиһазландырылган, тоташу җиңел, челтәр, һәрвакыт мониторингланган һәм челтәрле идарә итүнең төрү процессы булырга мөмкин. | |
| Материал киңлеге powder Порошокларның начар сыеклыгы, гранул материаллар. | ||
| Куллану күләме : Химия, фармацевтика, азык, ашлама, минераль порошок, электр энергиясе, күмер, металлургия, цемент, биология инженериясе һ.б. | ||
| Парамета | ||
| Потенциал | 20-40 сумка / с | |
| Төгәллек | ≤ ± 0,2% | |
| Размер | 500-2000Кг / сумка | |
| Көч соусы | Custзенчәлекле | |
| Pressureава басымы | 0.6-0.8MPa.5-10 m3 / с | |
| Кычыткан | 1000 -4000м3 / с | |
| Әйләнә-тирә мохит : Темп -10 ℃ -50 ℃ .Дымлылык < 80% | ||
| Аксессуарлар | ||
| Конвейер варианты | 1. oк. | |
| Саклау | 1.Экспозициягә каршы 2. Шартлаудан сакланучы юк | |
| Тузанны бетерү | 1. Тузанны бетерү 2. oк | |
| Материал | 1.Стил 2. тотрыксыз корыч | |
| Калтыран | 1. Платформаның аскы селкенүе | |
Пакетлаштыру операциясе
Пакетның капчыгын кул белән бәйләгез ① - Капчыкның туклану портын капчык кыскычның бушату барреленә кул белән куегыз һәм капчыкны кысу өчен якынлык ачкычын алыштырыгыз ② --- Көтү платформасы автоматик рәвештә. күтәрелә - старт төймәсенә басыгыз Скрапер конвейеры югары тизлектә агыла башлый ③ (туклану процессында материал пакетын автоматик рәвештә яки кул белән тибрәнү өчен платформа түбәнәйтелергә мөмкин) ---- Зур туклануның билгеләнгән бәясе җиткәч, скрапер конвейеры кечкенә туклану өчен әкрен тизлектә әйләнә башлый.Материал - үлчәү тулы булганнан соң, конвейер туктый һәм үлчәү процессын тәмамлау өчен клапан ябыла - күтәрү платформасы автоматик рәвештә төшә - капчык кыскыч автоматик рәвештә чыгарыла - кальян автоматик рәвештә чыгарыла һәм автоматик рәвештә яңадан урнаштырыла - төймә конвейерны җибәрә башлый. материаль пакетны пакет сумкасына алга җибәрү - aboveгарыдагы циклны кабатлау.
Искәрмә: 1 aboveгарыда телгә алынган автоматик тутыру процессында әйберләр кул белән эшләргә тиеш, калганнары автоматик рәвештә тәмамлана.Upperгары үлчәү төрү машинасының үлчәү контроллеры автоматик кабыклау функциясен булдырганга, үлчәү күтәрү платформасы туктатылганнан һәм тышкы көч тотрыклы булганнан соң гына башланырга мөмкин.Әгәр дә үлчәү платформага күтәрелү вакытында капчыкны кысу сигналы белән башланса, һәм платформа бу вакытта эшләсә, тышкы көч үзгәрүчән. үлчәү авырлыгына туры кил.Шуңа күрә, үлчәү төгәллеген тәэмин итү өчен, үлчәү башлау сигналы аерым куелган.
2 тутыру процессында күтәрү платформасы тибрәнгән материал сумкасын автоматик рәвештә ташлаячак.Бу тамчы вакыты үлчәү контроллерында үз теләге белән куела ала (мәсәлән, төрү спецификасы 1000Кг, тибрәнү авырлыгы 500Кг. Капчыктагы материал 500Кг җиткәч, күтәрү платформасы булачак тибрәнгән материал сумкасын автоматик рәвештә ташлагыз, аннары тутыруны дәвам итәр өчен автоматик рәвештә күтәрелә)
Моннан тыш, автоматик тибрәнү кирәкле эффектка ирешмәсә, сез шулай ук тутыру процессында күтәрү платформасының контроль төймәсенә кул белән басыгыз, материал пакетын тибрәнү өчен платформаны төшерү өчен, һәм вакыт саны чикләнми.Тибрәнү тәмамлангач, күтәрү платформасы күтәрелә, һәм бу процесста автоматик үлчәү процессы өзлексез.Бу процесс вакытында күтәрү платформасы кул белән һәм бер үк вакытта автоматик үлчәү процессында контрольдә тотыла ала.
3. Пакет пакетын санлы тутыру тәмамлангач, ул чылбыр конвейеры тарафыннан җибәрелә.Бу вакытта материаль пакетны саклау өчен складка җибәрергә кирәк.Гадәттә, кранны күчерүнең ике формасы бар.Packәрбер төрү машинасына пакетны төрү өчен якынча 3 минут вакыт кирәк.Кулланучылар чылбыр конвейерыннан вакытында ташылсын өчен, күчерү форклифтлары санын исәпкә алырга тиеш, югыйсә бу төрү тизлегенә тәэсир итәчәк..Күчерү өчен форклифтны куллансагыз, җирле форклифтны һәм күчерү форклифтын кулланырга киңәш ителә.Localирле форклифт чылбыр конвейерындагы материал пакетын иң якын җиргә күчерә, форклифтны күчерә, аннары материал пакетын складка күчерә, шуңа күрә төрү станцияләре кебек форклифт станцияләре булганда. , эш нәтиҗәлелеге бик югары.
4. Контроллер артык толерантлык һәм толерантлык диапазонын куя ала, һәм контроль тартмага чиктән тыш толерантлык һәм толерантлык шартлавына каршы тавыш һәм яктылык сигнализацияләрен куя ала.Автоматик упаковка процессында толерантлык яки толерантлык булганда, тавыш һәм яктылык сигнализациясе сыгылыр һәм утлар кабызылыр.Бу вакытта оператор аны кул белән эшләячәк.